- Description
Description
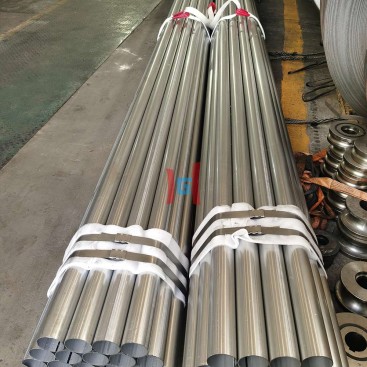
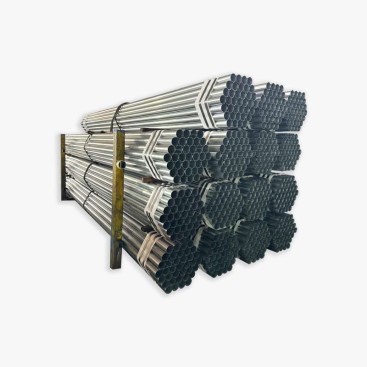
An aluminized insulated pipe is a steel pipe with an aluminum-silicon alloy coating, often used in combination with thermal insulation layers or insulation systems in industrial environments. It is designed to provide heat resistance, corrosion protection, and stable performance in temperature-controlled piping systems.
This type of pipe is widely applied in automotive exhaust systems, industrial heat pipelines, HVAC systems, and energy transmission lines where both thermal control and durability are required.
Why Aluminized Pipe Is Suitable for Insulated Pipe Systems
In industrial insulation systems, pipes are exposed to:
- High operating temperatures
- Continuous heat loss or heat retention requirements
- Moisture and condensation inside insulation layers
- External corrosion environments
Aluminized steel provides an effective solution because it combines thermal stability and corrosion resistance.
Key Performance Advantages of Aluminized Insulated Pipe
1. Excellent Heat Resistance
The aluminized coating performs well under high-temperature conditions:
- Aluminum-silicon layer remains stable at elevated temperatures
- Forms a protective oxide film during heating
- Reduces surface oxidation and scaling
This makes it suitable for hot fluid and gas transport systems.
2. Strong Corrosion Protection
One of the main advantages in insulated systems is protection from hidden corrosion:
- Prevents moisture-induced rust under insulation
- Protects steel from condensation damage
- Aluminum oxide layer acts as a barrier
This significantly extends service life in enclosed environments.
3. Stable Performance Under Insulation
Insulated pipelines often suffer from “hidden corrosion” issues. Aluminized steel helps solve this:
- Maintains coating integrity under insulation materials
- Reduces long-term degradation
- Suitable for buried or covered piping systems
4. Good Mechanical Strength
The steel base provides structural support:
- Withstands internal pressure and external load
- Maintains stability under thermal expansion and contraction
- Suitable for continuous industrial operation
5. Lightweight and Cost-Effective Solution
Compared with stainless steel insulated pipes:
- Lower material cost
- Easier processing and installation
- Suitable for large-scale industrial systems
- Good balance between performance and economy
Structure of Aluminized Insulated Pipe
| Layer | Function |
|---|---|
| Aluminum-silicon coating | Heat and corrosion resistance |
| Diffusion bonding layer | Strong adhesion and stability |
| Steel base pipe | Structural strength and pressure resistance |
| Insulation layer (external system) | Thermal control and energy efficiency |
Main Industrial Applications
Automotive Industry
- Exhaust heat management systems
- Thermal insulation exhaust pipes
- Emission control systems
Energy and Power Systems
- Boiler pipelines
- Heat recovery systems
- Thermal fluid transport lines
- Flue gas insulated ducts
Industrial Processing Systems
- High-temperature gas pipelines
- Furnace exhaust systems
- Heat exchange pipelines
HVAC and Building Systems
- Industrial ventilation ducts
- Thermal insulated air systems
- Energy-saving piping networks
Advantages of Aluminized Insulated Pipe in Industrial Use
- Excellent heat and oxidation resistance
- Strong corrosion protection under insulation
- Long service life in high-temperature environments
- Reduced maintenance cost and downtime
- Suitable for large-scale industrial installation
- Better performance than bare carbon steel pipes
Limitations
- Not suitable for highly corrosive chemical environments
- External insulation must be properly installed to avoid damage
- Coating can be affected by severe mechanical abrasion
- Performance depends on correct system design and installation